
From a couple of switches.

 Experienced Scrapper
Experienced Scrapper



|
From a couple of switches.
Metal Recycling Entrepreneur

I no longer reply to frivolous posts but yours caught my attention.
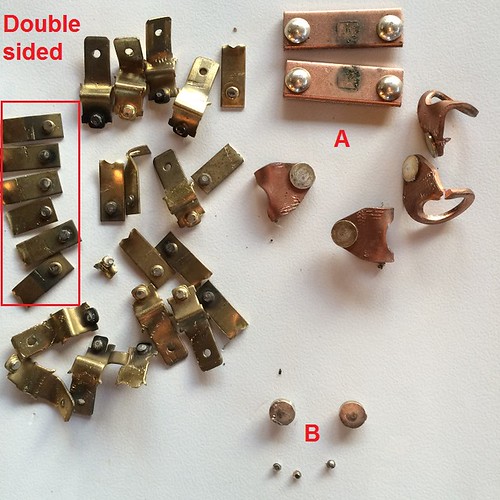
The contacts you have are of a silver alloy plated onto the rivet, to recover the silver I set up a wet grinder similar to one used in lapidary work then using a pair of pliers to hold the brass ground the silver free from the base metal saving the grindings to be further refined or sent out to a refinery.
Once you have several pounds of filings you could recover your silver via hydro-metallurgy or pyrometallurgy or send the material out to a commercial refinery for toll refining.
Since the contacts could possibly contain cadmium in their alloy make up I would send then out for refining, a much environmentally and healthier solution for both you and your neighbors.
Silver contact sources, hot water tanks the thermostats, electric ranges thermostats, washing machine and dryer timers to name a few.
On days having high humidity cutting the capillary tube on the oven thermostat can catch fire as the tube and small bulb that resides inside the oven are filled with sodium metal which react with water to self ignite.
Last edited by alloy2; 05-09-2017 at 10:40 AM.
Experienced Scrapper
|
|
Sorry, I should have taken some pictures of the switches before I recovered the contacts, for context.
I can often bend the copper to prize the contacts free without touching them.
Sometimes I use a wire cutter and can clip the metal enough to break out. Also have a dremel if needed.
Not really a full time scrapper. Just wanting to try some recovery myself.
As these contacts likely contain 12% Cadmium (nasty stuff), I'm unsure of the exact recovery method I will use.
I'm thinking of having some kind of closed retort similar to a mercury retort where the cadmium can boil off, then cool into solid.
But that will require a lot of testing and planning as these things can explode.
(apparently we are not meant to discuss smelting on these forums).
In any case my experiments will be on a microscale, and take every precaution.
Last edited by TheCreator; 05-10-2017 at 08:31 PM.
There appears to be real danger in heating some silver contacts because of the other materials involved. Personally I would leave it to others but do take the time to study the processes. The other forum is one of the best places for info. 73, Mike
"Profit begins when you buy NOT when you sell." {quote passed down to me from a wise man}
Now go beat the copper out of something, Miked
Metal Recycling Entrepreneur

|
With my Silver contact collection, I found that the weight mounts up pretty quickly once you have enough to be 'of value'.
At that point its probably not worth refining it any more.
What you would loose in time, energy, chemicals/equipment and potential hazards is more than its worth to do. Ie, no real $ gain at all.
A proper refiner has a better % return, less costs, greater volume and will pay you instantly.
I separate my contacts into ~ Solid Silver ~ Magnetic contacts ~ Silver/Copper. ~ Gold/ Gold plated Silver ~ Industrial contacts/electrical breakers Silver.
The only thing I might do is melt the solid Silvers into a bar and sell it at the local Pawn shop as they can measure Silver % and pay for that.
So far I have 3 ounces of those contacts cleaned down. But a lot to be cleaned down(switch's/relays etc) yet.
The rest will go with the escrap in one sale.
Experienced Scrapper
|
|
Don't melt these silver contacts they contain 12% Cadmium - it becomes a gas at 650 degrees Celcius. Wheres the melting point of silver is 950ish degrees Celcius.Originally Posted by eesakiwi

Try not to handle them either, and definitely wash your hands afterwards.
The reason I will smelt, it I have other things to smelt.
I'm not really a proper scrapper, this is just a means have some raw materials to experiment with, and perfect my smelting/recovery techniques.
Then I will become a scrap buyer.
Experienced Scrapper
|
|
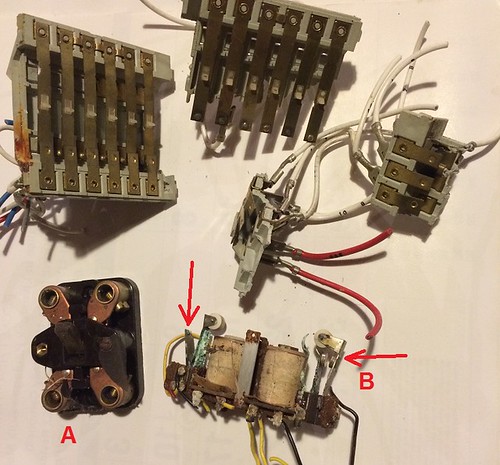
A few more with some context.
A. big old switch
B. some kind of relay, two huge contacts, and 3 little balls on other side.
Rest is from an old washing machine (70's/80's/90's)
Scrapped a more modern washing machine, late 90's and contacts were not as good, silver plated copper.
They get real good at saving money.
I've also noticed that 1920's switches all copper. But after 1945ish they get real good with silver. Funny that, perhaps silver became cheaper and less wars on.
I've had some real disappointments with massive cast iron powerboard master switches, similar to this photo:
You may wonder where I'm getting all my scrap goodies?
I have a family farmer that was a hoarder, so 100 years of electronic junk
Last edited by TheCreator; 05-16-2017 at 12:21 AM.
Metal Recycling Entrepreneur
Many of those types on contacts can be found in washing machine and dryer timers and don't forget those thermostats on electric hot water tanks.
New Guy

|
If the base is copper or brass, dont forget to get that good stuff but you can stockpile them and sell them to buyers on Ebay or anywhere you can sell scrap metal.
Metal Recycling Entrepreneur
|
|
I found some nice day slot Silver contacts on old clothes driers start up switches on the motor.
Once the motors got the drum rolling, a switch operates to turn the heating elements on, it's those contacts.
New Guy

|
So contacts have cadmium too huh? Wow good to know since I was about to melt some here real soon. It’s scary how much I don’t know...I’m glad I’m here!
Metal Recycling Entrepreneur
Copper melts 1085 °C
Silver 961.8 °C
Cadmium 321.1 °C
Why cadmium, lower melting temperature, once the other metals are whetted their melt temperatures also lowered.
There are many types of flux's and each has its purpose, using the proper one is key to safe smelting.
Typically, 16-25% cadmium may be present in a cadmium-containing silver solder. Cadmium is a silver white ductile metal which melts at 320 °C and, when heated above this temperature in air, produces cadmium oxide fumes.
Borax.
Refining of non-ferrous metals
Dissolving metal oxide impurities: This deals with the recovery of metals, such as brass, bronze, copper, lead, zinc, from scrap or from slag left over from a primary smelting operation. In order to produce a product as pure as primary metal it is necessary to remove all oxides and extraneous impurities. Borates act as fluxes during melting, combining with metallic oxides at relatively low temperatures to bring them to the surface of the melt as a slag which can be decanted or skimmed off.
These other metallic oxides are thus considered contaminants.Cover flux to prevent air oxidation: During melting, borates will protect metal from the oxidizing atmosphere of the furnace. Borates near the bottom of the furnace will melt last and float up to the surface of the molten metal dissolving oxides, silica (sand) and other non-metallicmpurities.
If the metal is to be refined at this stage any special additives or alloying fluxes should be introduced under the borate cover. The borate slag can usually be skimmed from the metal easily before pouring. If the slag is too thin, it may be thickened by addition of a small quantity of sand.The great advantages of the borates as cover fluxes are: Ease and safety of handlingNon-combustibility with minimum fuming tendencyHigh solvent action on metal oxides and siliceous material presentFormation of highly fluid slags with only mild attack on refractories
Ease with which slag can be thickened if necessary, and skimmed Purification is performed by adding borates to the furnace, placing the scrap or dross on top and turning on the heat. Usually the surface is also covered with borates to provide a molten cover to prevent oxidation during heating. The borate at the bottom melts and rises through the molten and/or partially molten metal dissolving the oxides and extraneous impurities and brings them to the surface forming a slag.
This operation applies to cupola type furnaces while in reverbatory furnaces the borate is charged into the furnace directly with the scrap.Smelting operation: In smelting non-ferrous scrap, Dehyboranhydrous borax is recommended. Anhydrous forms are preferred to avoid puffing and intumescence (with possible steam explosions) as occurs when hydrated borates are heated vigorously.
Anhydrous borates form an excellent liquid flux for most bronzes, brasses, and similar alloys, and also serve as scavengers to dissolve and carry out oxides, dirt, and sand which so often contaminate non-ferrous scrap.While quantities will naturally vary somewhat with types of furnace and quality of the metal to be melted, from 0.006% to 0.01 wt% will generally purify the metal and serve as a cover. Sufficient Dehyboranhydrous borax should be used to form a cover about 0.25 thick.
Last edited by alloy2; 10-18-2020 at 12:13 AM.
Metal Recycling Entrepreneur

|

Daaaaam. You really know your stuff.
There are currently 2 users browsing this thread. (0 members and 2 guests)

|
Browse the Most Recent Threads
On SMF In THIS CATEGORY. 
OR 
|
 Posting Permissions
Posting Permissions
![]()
![]()




 Register To Reply
Register To Reply

Bookmarks